
Alfa Romeo gjengehylser.
EBB TECH utfører forskjellige maskineringsoppdrag til en rekke entusiaster.
Noen er av den riktig så kompliserte og krevende typen mens andre er små kosejobber som er reneste terapien og avslapping mellom de store økten med ermene brettet langt opp 🙂
” Trenger noen hylser med 2 forskjellige gjenger i ” sa den ivrige Alfa Romeo entusiasten i telefonen..
Okei , det må vi vel klare å mekke til og raskere enn du klarer å si raskt stod mannen der med en søt liten mat boks i hånden :

Jeg skal bruke noen ” Uni-balls ” for styringen på min konkurranse kjerre men de passer ikke rett på styrestag så jeg må ha 2 hylser for å pare i sammen Uni-Bal`s med tannstangens gjengede endestag..sa mannen.
En enkel skisse over hva han vil jeg skal mekke frem :
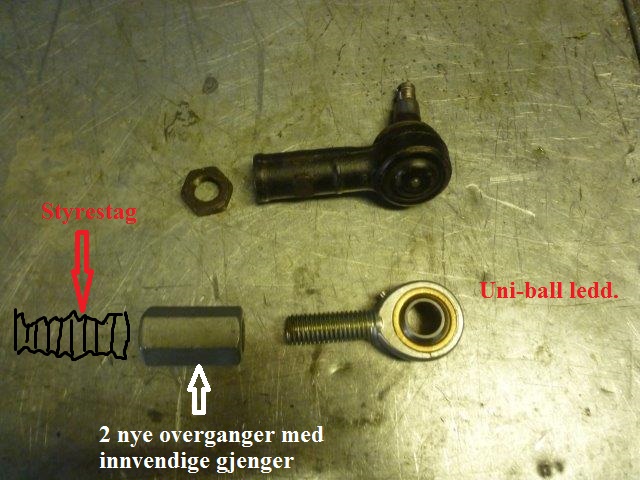
Må vel kunne la seg gjøre så jeg måler litt gjenge-diameter og gjenge-stigning for komponentene.


Finner ut at sånn ca dette skal hylsene ha av gjenge typer og hull :

Roter litt rundt etter ett emne , finner denne akslingen her som jeg pusser litts tøvet av og monterer inn i dreiebenken som er hoved-verktøyet i dette lille oppdraget.

Titter litt på lengder på dingsene :


Bestemmer meg for hvor lange disse hylsene skal bli og kapper bort ytterste del som er maskinert med ett spor fra før. Skal ikke ha med denne delen jeg så bort med den 🙂

Kapper med stikkstålet av de 2 hylsene jeg skal lage :


Ordner enden på dem slik :

Bruker bare ett vanlig rund-tupp skjær.
Her er de 2 klar for videre maskinering :

Nå blir neste trinn å bore ut akslings bitene ( som skal bli hylser ) og ordne rette gjenger i de 2 endene på dem.
For å få til det bruker jeg meg av disse små enkle tabellene :
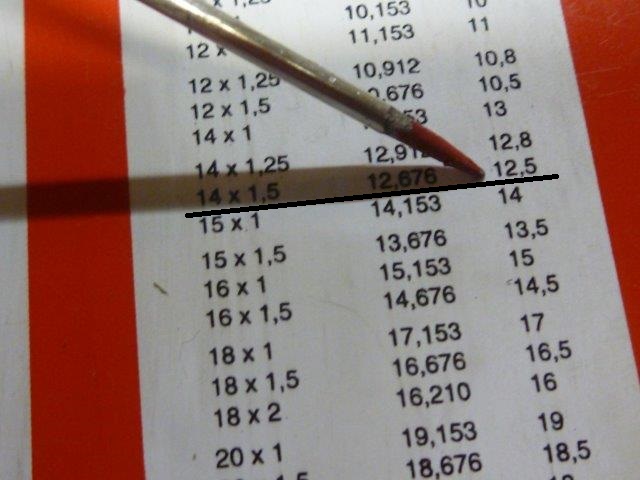
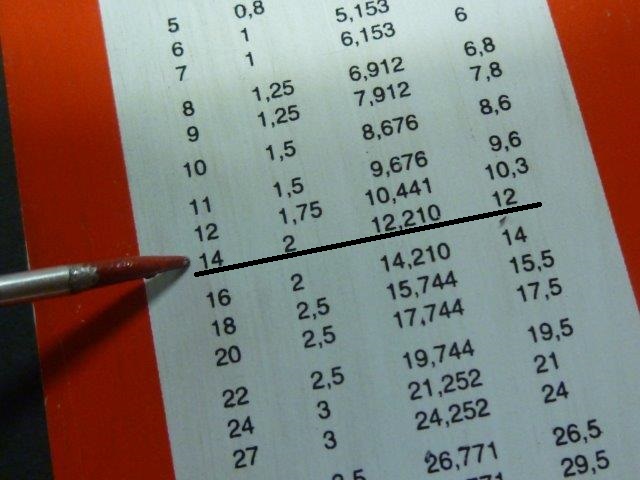
De gir meg info om hvilke diametere det skal være for de korrekte gjengene.
Den ene enden skal jeg bore med 12 mm bor og den andre med 12,5 mm bor.
Monterer en bor holder chuck i bakdokka og henter frem ett centerbor :


Centerborets oppgave er å hjelpe meg å få startet hullene uten at vi avviker fra sentrum.
Finner riktige bor , kontrollmåler dem :

Starter arbeidet med å bore hullene ifra hver sin ende :


Når boret er helt inne ser vi poenget med selve spiralen i boret. Transportere ut materialet helt fra inne hvor utboringen finner sted , på tuppen av boret som er dypt inni der :

Jeg boret alle først med 12.00 mm , rett gjennom hele akslingen for deretter bruke 12,50 mm på 2 av endene.
Dybden kan jeg bruke scalaen på bakdokka eller rett og slett med en enkel tusj-strek på selve boret :


Hullene er nå ferdig boret og jeg kan gå i gang med å bruke noe av dette her :

Slik blir layout på gjenger :

Monterer selve gjenge-tappen i bakdokka , der hvor jeg tidligere hadde boret :

Dermed sentrerer tappen seg selv underveis og jeg trenger bare på snurre på chucken med nøkkelen for å lage selve gjengene i hylsene.
Har funnet ut hvor langt inn jeg skal sette gjengene og begynner å lage gjenger :


Mitt lille tusj-merke sier fra når jeg er langt nok inne :

Når alle hullene har fått gjenger bruker jeg en liten grad-kutter for å få en fin innvendig profil for lett entring av stag / Uni-balls :

Da er mitt lille oppdrag utført og 2 stk hylser med tilhørende gjenger er klar for avhenting :

Nå kan matboksen igjen lukkes , bare med nye maskinerte deler inni 🙂

Kunden har hentet delene og han var visst fornøyd med dem også.


Skulle du ha bruk for litt maskinering så ta gjerne kontakt for pris / leveraanse.


 del på
del på