
BMW M3 S54B32 motorbygg.
EBB mekker både titt og ofte med BMW sine edlere deler eller kanskje skal vi si M- motorer 🙂
Alt fra helt STD overhalinger til helville komponenter som bl.a. sitter i Gatebil Extreme biler som denne her til en av Husnes gjengens medlemmer :

Grombil med over 1000 Hk med spesial preparert topp og blokk levert av EBB TECH.
Her om dagen fikk jeg en hyggelig forespørsel fra en ivrig entusiast med en spenstig prosess hvor han skulle få TUV-godkjent kjerren sin med en aldri så liten økning av power i motoren.
Han ville ha en hel gjennomgang av motoren samtidig som litt sterkere innmat og komponenter skulle monteres.
( dette er en grov gjennomgang av ett slikt bygg og mange minituøse detaljer er utelatt pga plasshensyn og presentasjonsform her )
Det burde vi vel klare å få til og vips ankom en 24-v rekkesekser av type slik :

Så litt ekkel og skitten ut men det gjør de stort sett alltid når de har ruget litt under panseret 🙂




Starter med å demontere litt eksteriørmessige detaljer av først :




Under ventildekselet ser vi rester av mange kjørte kilometer i form av skitten olje og andre ekle rester,,fysjom 🙂

Etter litt demontering av dette her og vask av dem :


Så er det litt mindre ” dill ” på motoren :

Så kan demonteringen av selve topp med kam akslinger og det dobble vanos systemet begynne .
Her merker jeg en drøss av punkter for fremtidig referanse da det er litt greit å ha samt det forenkler kontrollen av monteringen etterpå arbeidene er fullførte :




Vanos dubbeditter og masse vas er av og jeg kan begynne demonteringen av kamakslinger :


Jeg har på forhånd sjekket ventilklaringene på innsug og eksos siden og førtt dem i bygg loggen.




Shims blir merket og satt i system for senere referanse :


Endelig kan toppbolter skrues ut og toppen tas av :


Topplokksboltene skal vi ikke bruke videre i dette bygget men det skal vi titte litt på senere.
Vi ser kjapt at det har vært brudd på tetning mellom topp og blokk ved de røde sirklene :


Det ordner jeg opp i senere i prosessen så det bekymrer ikke så mye akkurat nå 🙂
Eller er jo toppen som de alltid er skitten og fæl men når jeg er ferdig skal det bli andre boller :

Ser også på selve blokken at det er tydelige spor av lekkasje mellom sylindre og topp :

Nå skal jeg få av bunnpanna og få demontert resten av komponenter som stempler, råder og veiv :




Ikke så rent inni her heller men det skal også bli utrolig mye bedre 🙂
Litt av hvert demonteres og vaskes til perfeksjonisme :


Oljepumpene i disse motorene er superkule og noe av det bedre en fabrikk har montert i en serieprodusert motor :


Etter en runde i vask ser ting MYE bedre ut :


Råder og veiv står nå for tur :




Gamle lagre , oljedyser etc må ut :


Til slutt har jeg en ribbet og skitten blokk igjen :

Etter vask sorteres deler og legges inn i prosjektskapene :


Kunden ønsker å montere nye ” smidde ” stempler så vi skal først finne ut hva slags diameter stempler han trenger.
Blokken er nå grov vasket og trykktestet uten feilanvisninger.
Vi kan se her hvor det har vært brudd på topp pakningen :

Det skal jeg korrigere med litt plansliping senere.
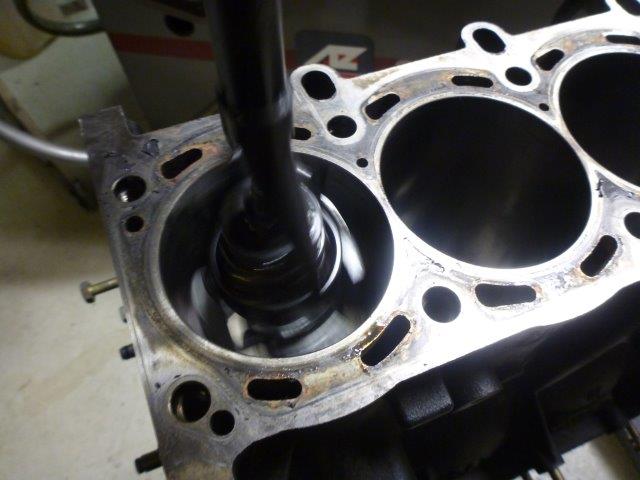
Nå skal jeg måle ut sylindrene med mikrometer og finne dimensjoner og ovalitet :


Da har vi funnet ut dimensjon som sylindre er nå og jeg honer deretter sylindrene for ny finish til nye stempler og fjærer. De nye stemplene er spesialbestilt etter vår ferdige dimensjon i sylindrene.



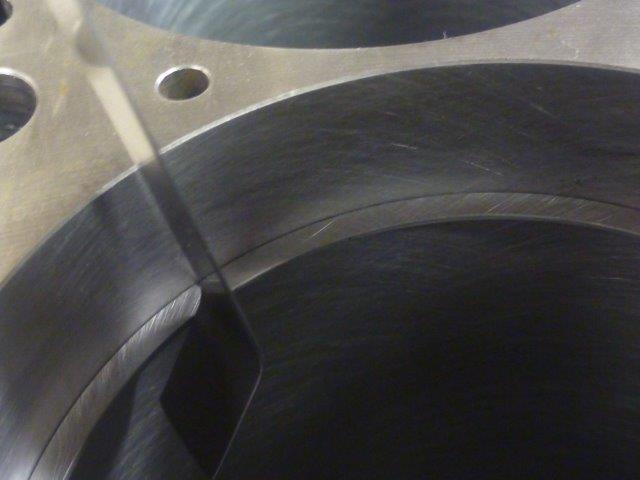
Så skal jeg plan slipe blokkens flate mot topp for riktig finish og for å korrigere for skader ved brutt topp pakning :


Frontdeksel er påmontert ved plan sliping slik at blokk og deksel etterpå får samme høyde.
Vi kan se at blokk og deksel har nå samme høyde og at hakket ved blokkens overflate er nå borte :


Selve veivpartiet skal jeg balansere til full race spesifikasjoner.
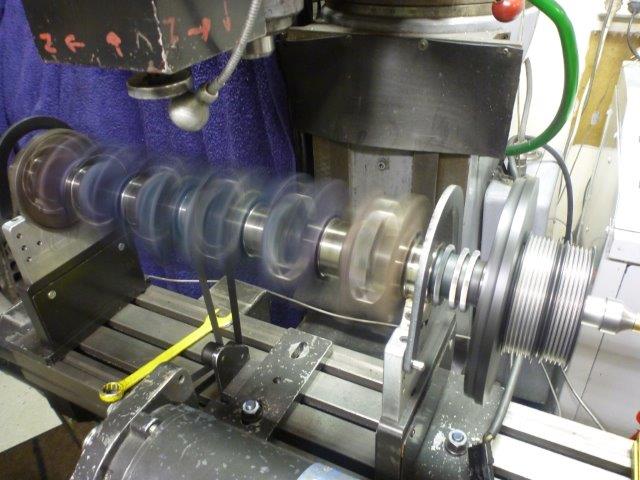
Veiven er nå vasket , sprekk testet og klargjort for selve balanserings prosessen som EBB TECH utfører selv.
Her er veiven klar for første analyse men jeg dobbelt sjekker her evnt for kast i veiv. Her var veiven med under 1 hundredels mm med kast i lengderetningen og fullt godkjent :

Masse data mates inn i computeren og første run går mens maskinen analyserer balanseforholdet i veiven :
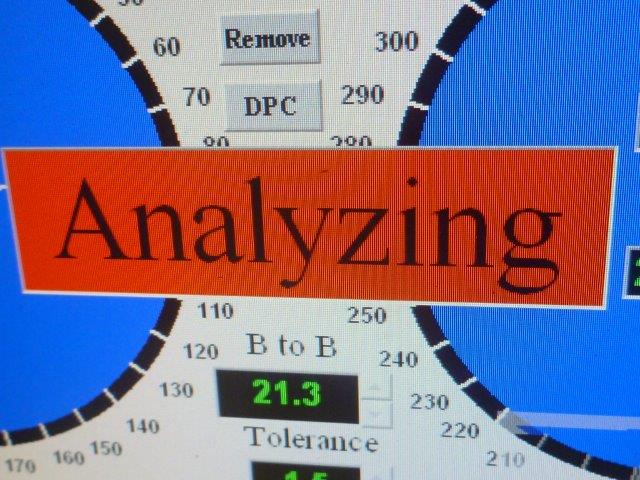
Etter analysen korrigerer jeg vekt med utboring / slip på nødvendige plasser for å nå vårt krav til balansefaktor.
Vi ser punkt hvor det skal korrigeres før og etter korrigering :


Vi ser hva Gr / cm toleranse var før korrigering og etterpå :
Når selve veiven er ferdig monteres svinghjulet for å få sin korrigering :

Til slutt skal den nye trykkplaten få sin eventuelle korrigering :


Råder , pinner og stempler er også vektjustert til vårt nye toleransekrav.


Veiven får til slutt en Nano-behandling ( for økt overflate styrke ) og en Micro polish og det blir som her :


Det ferdige veivpartiet etter balansering hos EBB TECH :

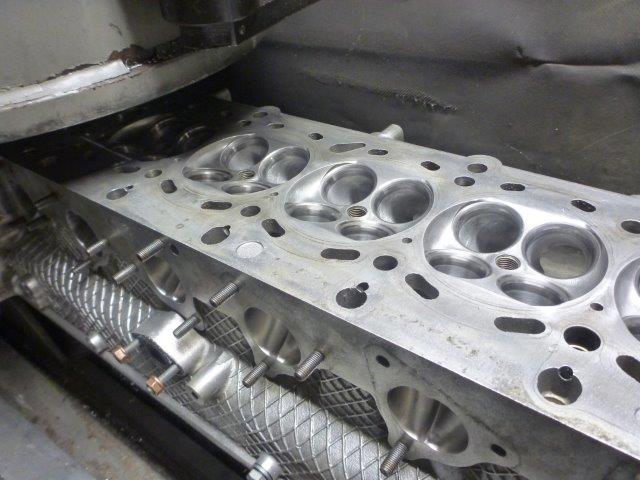
Toppen skal jeg også gjøre lit av hvert med.
Vaskes først , demonteres samt trykk testes.







Ventilene ser en rask har sett bedre dager. Masse små pittings huller og kratere i både ventiler og ventil seter :




Etter noen runder i vidunder vaskeren hos EBB begynner det å se riktig å greit ut :


Klaringene mellom ventiler og styringer måles ut og funnet akseptable så ventiler blir så grundig renset og polert :


Jeg skal tilpasse en bedre fungerende flow-profil for dette topp lokket så den gjennomgår noen flow-dynamiske arbeider :


Ventiler blir slipt :


Ventilsete arbeider utføres og kontroll av anleggsflate mot seter og ventiler er viktig ( ses som grå strek rundt setet og på tallerken av ventilene ) :


Noe av det siste jeg gjør på toppen er å plan slipe anleggflaten mot blokken til rett finish og plan :

Hvor mye som tas av sjekkes med mikrometer klokken slik at jeg hele tiden har full kontroll på prosessen.
Pynter litt på kanter og huller :


Kan vel spandere på meg noen bilder som viser litt av detaljer og finish :


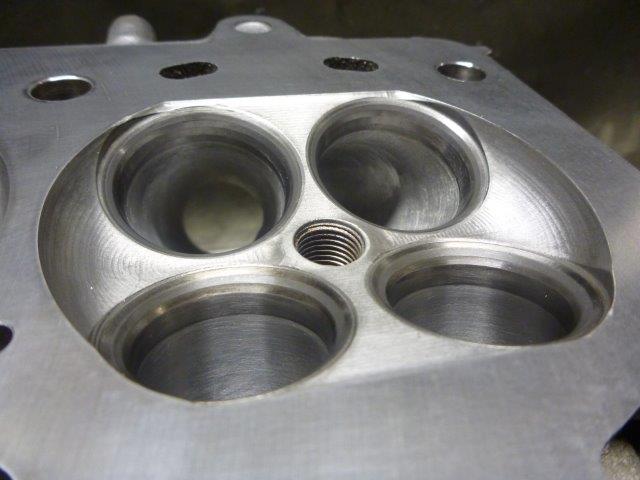



Ikke noe smuss her i gården 🙂
Da er tiden moden for å få inn litt av dette stæsjet her :


Tilpasser stempelfjærer til respektive sylindre :

Korrigerer litt og tilpasser stempler og råder :




Sjekker at alt er som det skal være :






Stempler og råder klar for montering 🙂
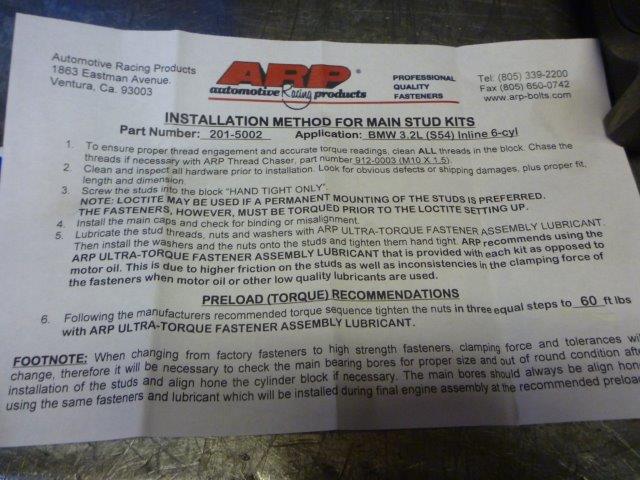
Men først skal veiven inn med nye lagre , studs og annet kjekt :

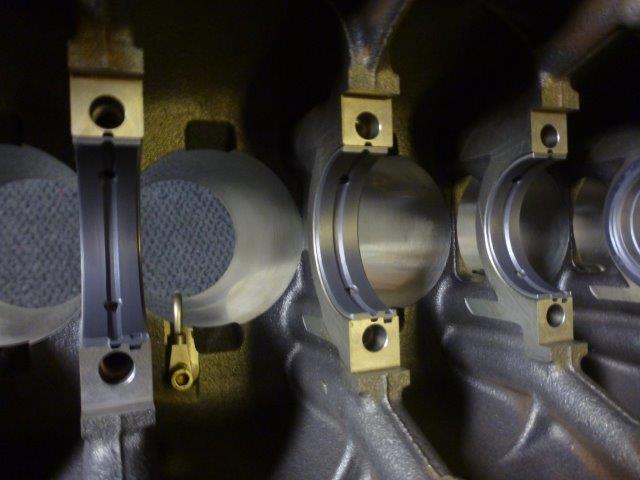


Ramme bukker , opplagring i blokk har vært utmålt med og uten lagre :

Som siste kontroll skal jeg når veiven monteres bruke måletråd for å trippel sjekke at klaringene er slik vi vil ha dem :

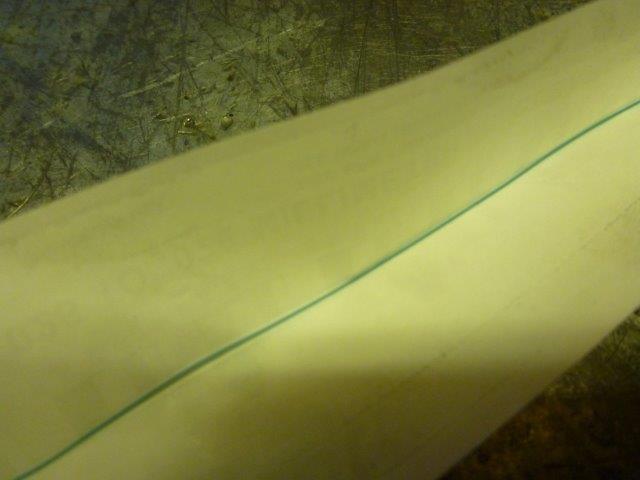


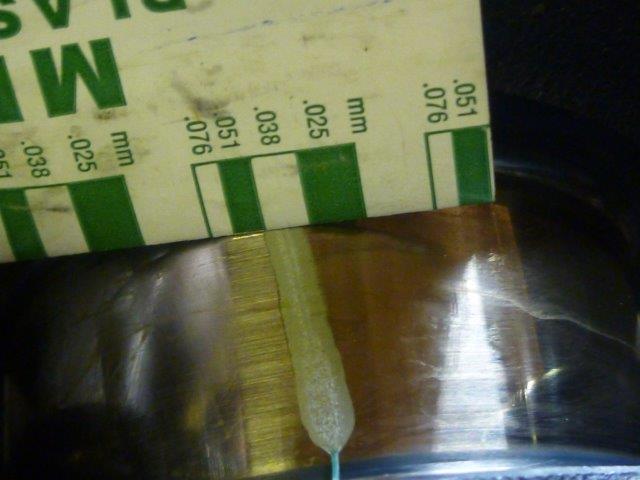
Måletråden blir trykket flat ved tiltrekning av lagerbukker og via en tabell kan en avlese hvor flat den blir og se hva klaringer det tilsvarer mellom veiv og lagre. Her ble det akkurat slik jeg ville ha det 🙂
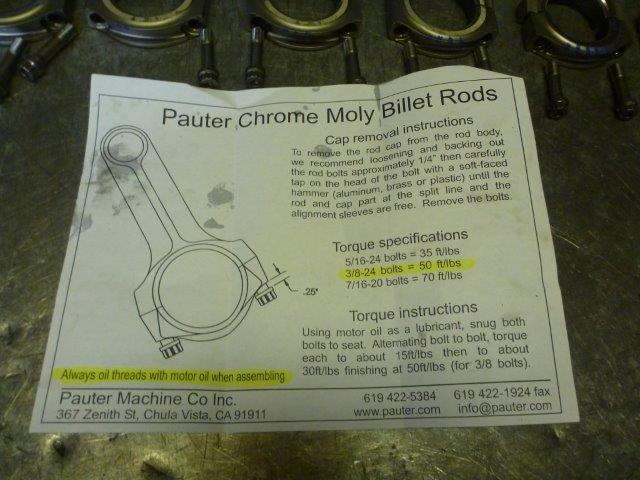
Monteringsolje og trekker til med riktig moment på de nye studs som anvendes :


Endeklaringer ( thrust klaring ) sjekkes slik :

Stempler skal så monteres med nye fjærer og riktige momenter :



Sjekker igjen med måletråd :




Nice , very nice 🙂
Nå kan jeg snart lukke igjen med bunnpannen men den skal jeg først reparere gjengepartiet til bunnplugg samt legge til ett hull som kunden vil ha for retur av olje :






På med litt detaljer både foran og bak på veiven :




oljepumpe ( som har fått full utmåling og kontroll ) og rør :


Det viser seg at selve rådene tar borti bl.a. inne i bunnpannen :



Litt greit å sørge for tilstrekkelig klaring mellom roterende deler og blokk / bunnpanne 🙂
På med bunnpanne og sil :


Klargjør for montering av topp med styrepinner og studs til topplokk :
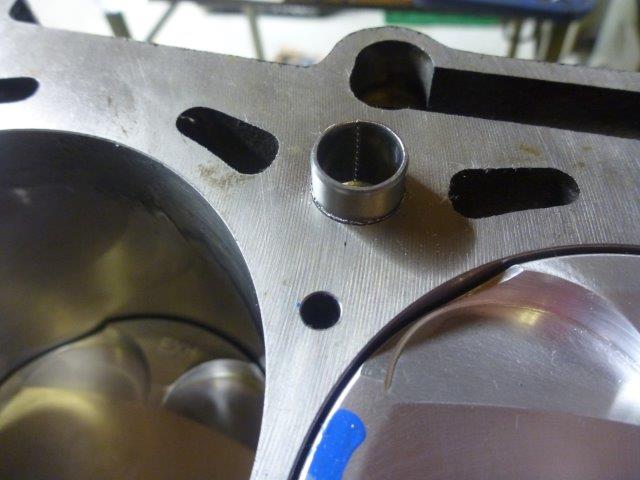



Pent og pyntelig !
Toppen har jeg montert og samtidig sjekket ut masse detaljer og mål.
Kontrollert at fjærer passer skikkelig på fjær tallerkener :




Kontrollert at alle fjærer har korrekt trykk ifht- høyde :

sjekker de nye tetningene og passform :




Inn med ventiler , fjærer og låser :






Toppen er fastskrudd med de nye studsene og korrekt moment med supplert ” pasta ” fra leverandør av studs :




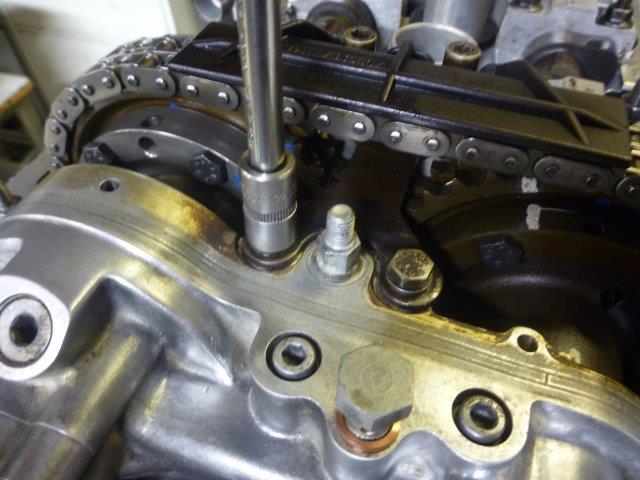
Kam akslinger , shims og masse annet skal nå monteres :


Nye bolter til kamdrev senter og drev :


Kamakslinger og kambukker monteres :


Så starter en tidkrevende og meget nøye prosess med å installere kamdrev og vanos system etter en streng prosedyre for å få ting riktige :

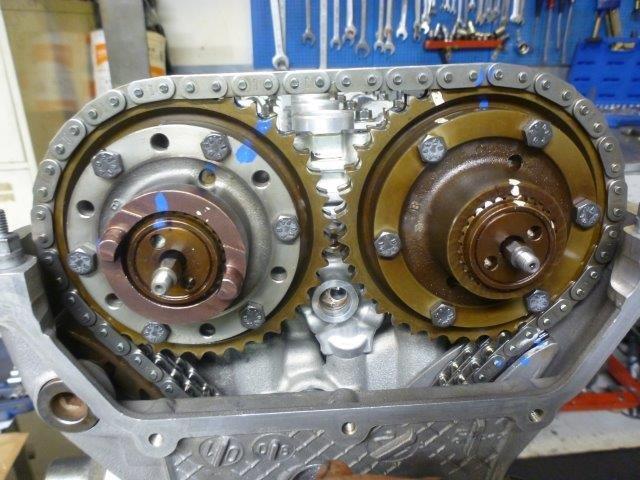







Etter å ha trippelsjekket prosedyren og at alle bestemte elementer i den stemmer kan jeg puste lettet ut og montere videre resten av motoren 🙂
På med eksteriørmessige detaljer :




Ventildeksel og annet plukk på :


Ser jo betraktelig bedre ut nå ?




Her i sammen med en annen venn i M-serien som EBB hadde oppdrag med å bygge :

Motor er nå ferdig bygget og kunden kan hente den for å fortsette med sitt spennende prosjekt :

EBB ønsker lykke til og takker for oppdraget 🙂
Skulle du ha behov for noe innen motorbygg ta gjerne kontakt for pris / levering.
{kind=link}


 del på
del på