
Ford Lotus Twincam oljehuller i råder.
Av og til er det herlig å få noen små koselige maskineringsoppdrag som variasjon til de alle avanserte motorbyggene.
Rett og slett litt avkoblende 🙂
La oss ta en titt på ett av disse oppdragene.
En Ford entusiast skal anvende nye råder på sitt bygg og de nye rådene mangler en liten detalj som han vil ha.
Her er original råden til venstre og en ny sterkere utgave til høyre :

Sånn tilsynelatende er alt likt men dette her mangler :

Små smørehull i råden som skal smøre / kjøle opp i stempelkronen.
Vi ser mer av det her :


Dette skal jeg maskinere inn i de 4 nye rådene.
Inn i fresen , en maskin-stikke og litt bor og noen freser så skal dette la seg ordne.
Rigger til ” Big Mama ” på fresbordet og enkelt vinkler den inn med en maskinvinkel :


Ser på vinkelen denne utboringen av oljekanalen er i på original råden og den nye :
Jeg kan sikker regne ut i det vide og brede med vinkler og bla bla bla så jeg velger rett og slett en enkel metode med dette oppsettet her for å kunne kopiere til de nye rådene :


Nå har jeg vinkelen og plasseringen av råden ved min markerte strek.
Lille-enden av råden hviler bare slik på noen klosser :

Hvorfor gjøre det vanskelig når det kan gjøres enkelt 🙂
Alle mine dybder og plasseringer kan jeg nå avlese med cnc-fresens display :

Inn med den første nye råden og jeg bruker bare lageret for korrekt plassering av hullet dvs jeg dytter bare ett gammelt lager ned i råden i jiggen og posisjonerer slik at jeg kan gjøre de nødvendige maskinerings trinnene

Først skal jeg lage ett 4 mm dypt kutt med denne 4-skjærs pinnfresen :




Vi ser at det er ett svært tynt ( 1,5 mm ) hull som er selve ” dysen ” hvor oljen skal komme ut :


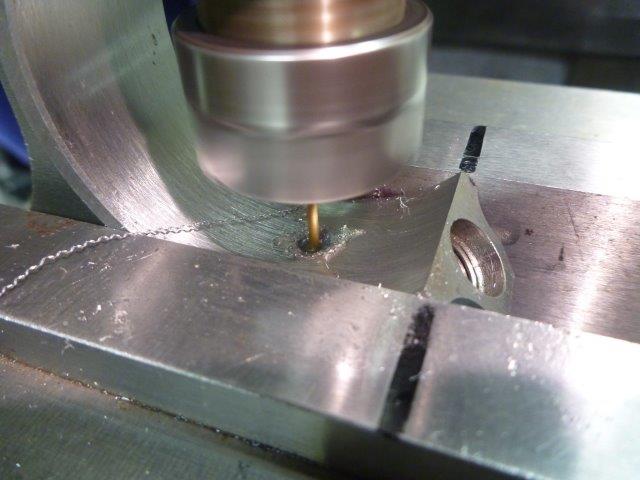
For at ett slikt tynt bor ikke skal knekke er det viktig å lage en liten forsenkning nedi det første freste hullet slik at boret ikke virrer rundt og knekker.
Derfor bruker jeg en 1,5 mm 4-skjærs pinnfres og toucher nedi overflaten hvor boret skal gå . På den måten lager jeg en styring for det lille boret som jeg starter nede i .
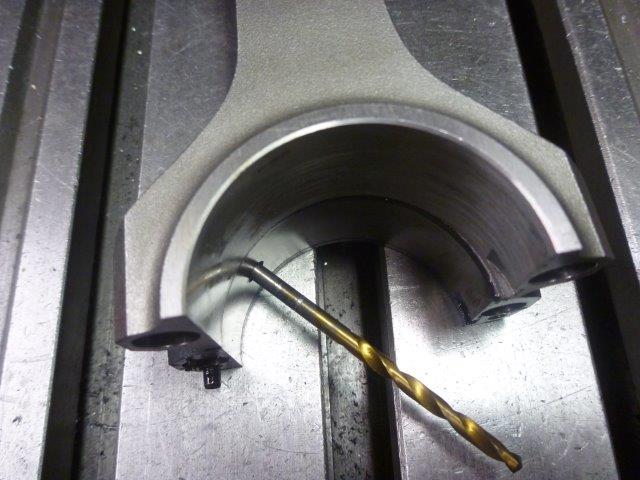
Så blir det enkelt å bore gjennom resten slik :
Se der ja , nå har jeg mitt lille hull hvor oljen skal komme ut i de nye rådene :


Både på oversiden der oljen kommer ut og under runder jeg av hullene med en fres :


Så da har vi altså klart det her :


Alle fire har nå fått samme behandling :

Da kan kunden hente sine modifiserte råder og begynne monteringen av sin motor :

En kosejobb rett og slett 🙂
Skulle du ha bruk for noe maskinering ta gjerne kontakt for pris / lvering.


 del på
del på