
Toyota 2JZ motorbygg.
EBB TECH har mange Toyota kunder og flere av dem er brukere av den fantastiske 2jz rekke 6 sylinder motor.
Denne motor er nesten inne i den hellige graven blant bilentusiaster som i dag kjører vanlige gatebiler , drifter og burner mer blårøyk med dem enn de fleste andre 🙂
Det begynner å bli en del av dem her på benken min så jeg tenkte vi kunne ta en liten titt på ett bygg på en slik.
Motoren kom vel mer eller mindre inn i deler så slik så blokk og topp ut før jeg begynte arbeidene med å transformere denne helt urørte motoren til en , skal vi si , litt viltrere utgave 🙂


Kunden så for seg litt smidd innmat , tøffere kammer og en full balansering samt Flow-dynamiske arbeider på topplokket til å matche hans ønske for motorbygget.
Både topp og blokk fortjener så absolutt litt oppmerksomhet spør du meg.


Dette skal jeg ordne. Toppen skal gjennomgå diverse arbeider og blokken likeså.
Jeg begynner med å vaske alt , trykk teste blokk og topp og deretter måle ut masse deler.
Boring og hone sylindre samt toppdekking ab blokk skal jeg gjøre først.


Etter utboring skal jeg hone blokkens sylindre til ferdig mål og sikre riktig kryss-spor i hone prosessen. Viktig for både oljekontroll og trykk kontroll.


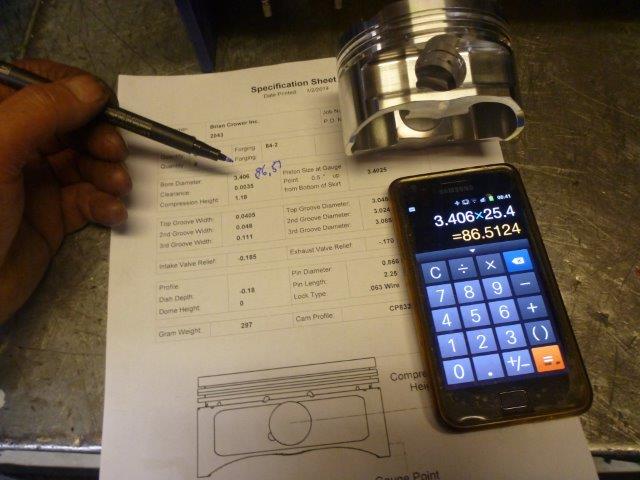
Kontrollmåler til slutt alle sylindre oppe og nede i sylindrene :


Deretter planer jeg blokken til korrekt finish og for å sikre at den er helt plan for den nye topp pakningen :


Ordner litt kanter og huller. Kanskje for detaljert men allikevel greit å gjøre så slipper en skarpe kanter å skjære seg på når en jobber med delene.


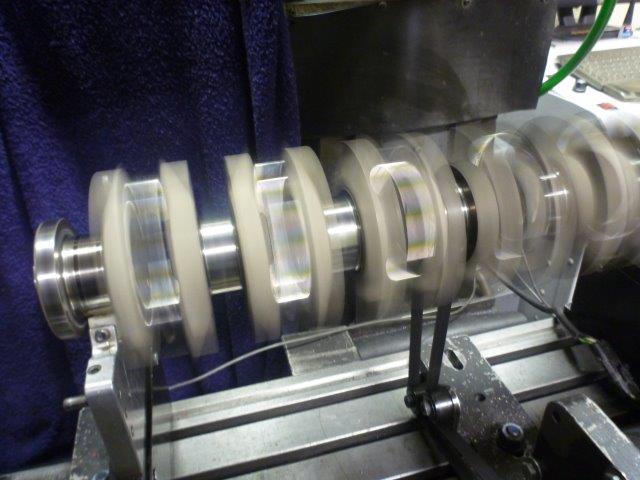
Veivpartiet skal gjennomgå en full balansering ned til minste detalj.
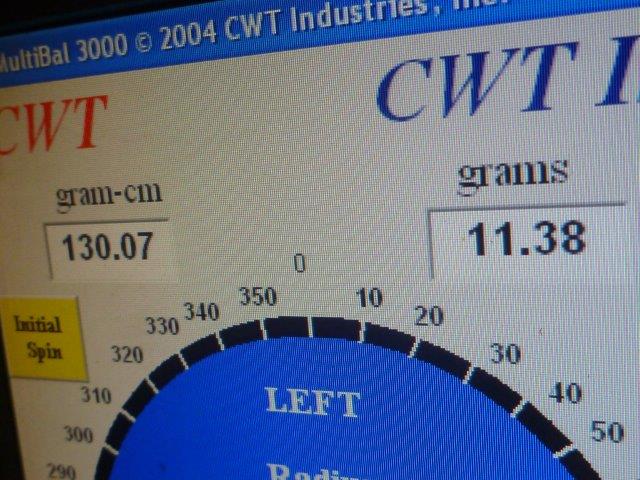
Etter diverse kalkulasjoner og foret tall inn i computeren starter selve utmålingen av veivpartiet.
Korrigerer på angitt plass den mengde som maskinen bestemmer :

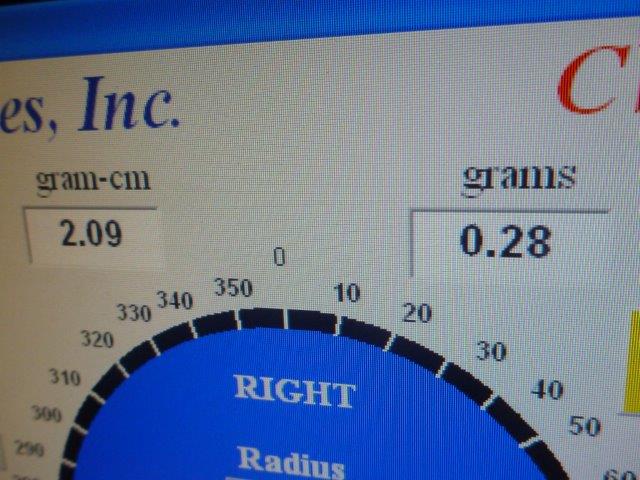
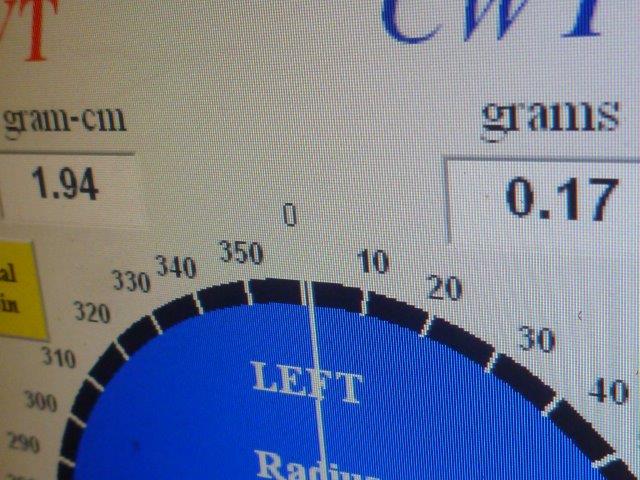
Maskinen gir meg resultatene fortløpende og jeg jobber til målet er nådd.
Svinghjul og clutch skal så monteres opp på veiven for utmåling og korrigering :




Veiven gjennomgår etter balansering en komplett Nano-tech behandling og Micro polering til slutt for optimal overflate finish på lager flater :


Toppen skal prepareres både her og der.
Først har den blitt vasket og renset ordentlig .
Fra skitten til skikkelig ren 🙂


Først litt Flow-dynamiske arbeider med diverse utmålinger i Flowbenken samt maskinering :


Deretter litt jobbing med ventiler :


Frem med litt spesial designede ventilsete-skjær :


Gir så ventilsetene nye , mer effektive , ventilsete-kutt kombinasjoner for vår nye ønskede motorprofil :


Shimser så alle ventiler til riktige ventil klaringer :


Da skal toppen til slutt planfreses for riktig finish og sikre at den er helt plan.

Så da har vi vår blokk og topp klar for montering :


Vi begynner med blokken.
Her er veivpartiet vi skal montere :

Nye råder og annet knask skal inn :




Nye studs , forsterkede lagre og småtteri :


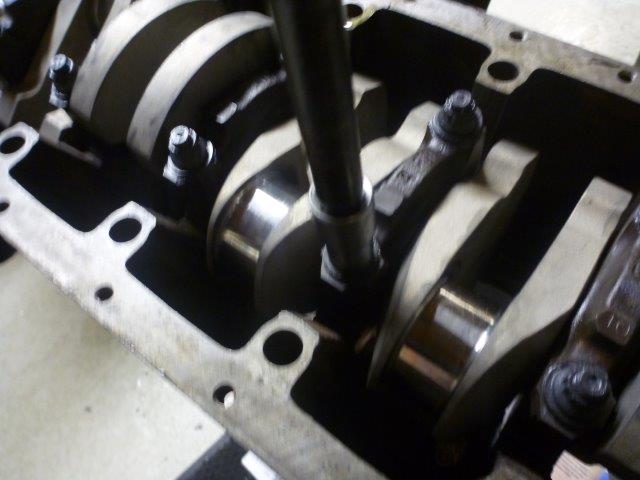
Veiven har blitt utmålt fra før og lagre målt ut med montering i blokk uten veiven lagt i.
Nå skal jeg kontrollere med måletråd at klaringer er riktige :



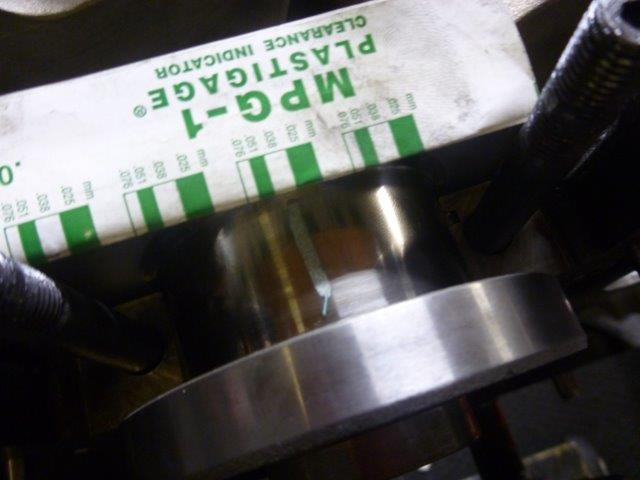
Trekker til lagerbukker med riktig moment , demonterer og leser av hva trådens tykkelse tilsvarer i lagerklaringer :
Oljer opp lagre og monterer veiv for siste gang og sjekker endeklaring med mikrometer klokke :


Dobbel sjekker at det er klaringer mellom oljedyser og veivskinker i denne stroker utgaven ( langt slag )

Alle stempelfjærer er individuelt tilpasset sin respektive sylinder :


Her er alle stempler klar for montering :

Forsterkede lagre til rådene :


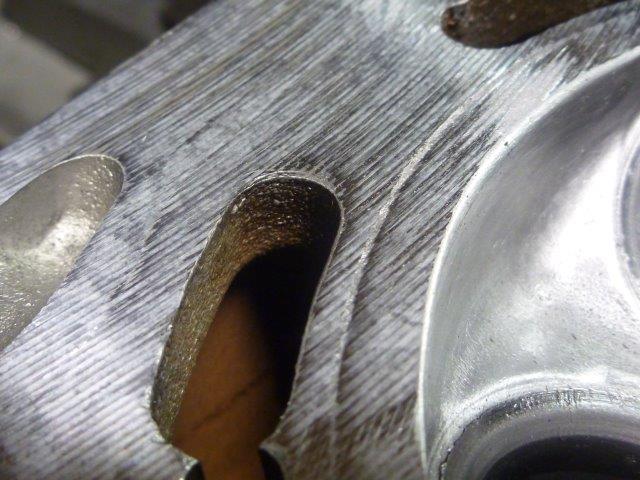
Med denne ” stroker ” ( langt slag ) veiven og råde kombinasjonen ble det nødvendig å slipe ut for klaring så råden kan rotere fritt uten å ta borti blokken :


Gjelder å vite hva en må kontrollere ned til hver minste detalj når en bygger motor 🙂
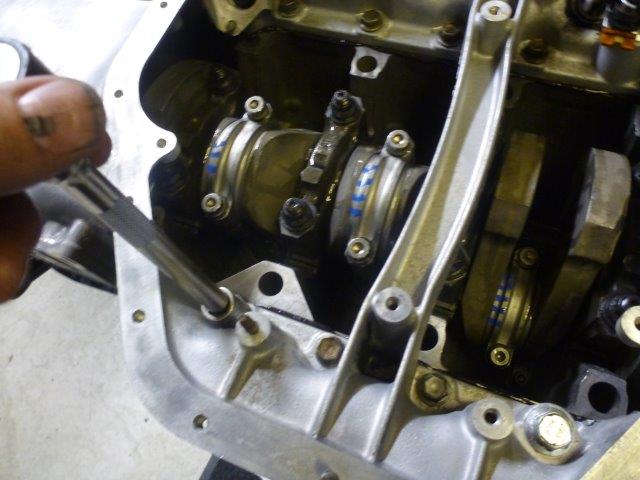
Rådene trekkes til å klaringer sjekkes også her :


Ny oljetetning bak med tilhørende deksel med klister :


Oljepumpen er en ny som er modifisert for bedre flow og monteres med spesial olje :


Nye o-ringer både her og der :


Bunnpanne , oljepumpe , sil og lokk monteres så:

Inn med studs til toppen og ny spesial topp pakning :


Toppen skal nå monteres med nye komponenter :

Nye ventil tetninger settes på med spesial verktøy slik at de ikke skades :


Trippel sjekker at ventil tetningene sitter bra og er uskadd før ventilene monteres.
Resten monteres så med underlags skiver for fjærer , trykk kontrollerte fjærer , titan-retainere og låser :




Topp klar for å møte blokken 🙂


Toppen tres nedover studsene og de er smurt inn med spesiell monteringspasta :


Kam akslinger monteres og smøres opp :
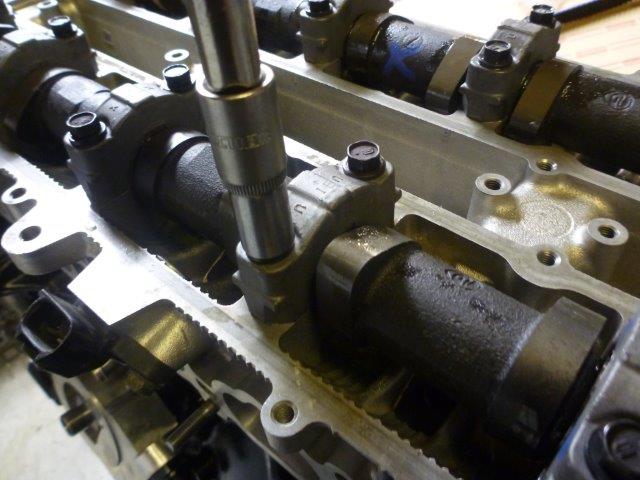
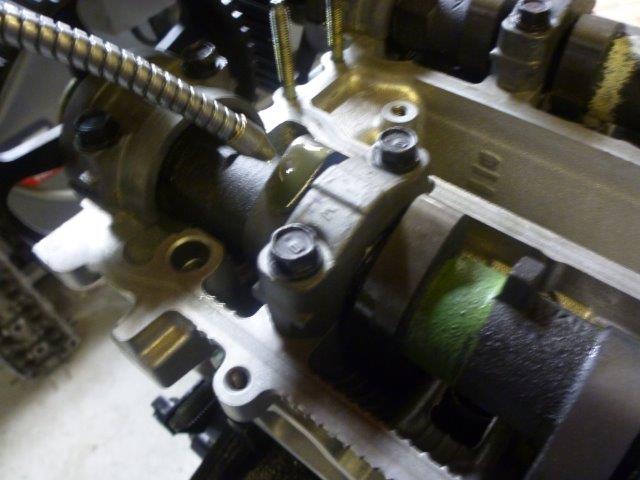
De supplerte kam boltene til de nye justerbare kam drevene MÅ tilpasses på lengde da de dekker flere type kam akslinger.
Feiler du her blir det massivt med trøbbel..


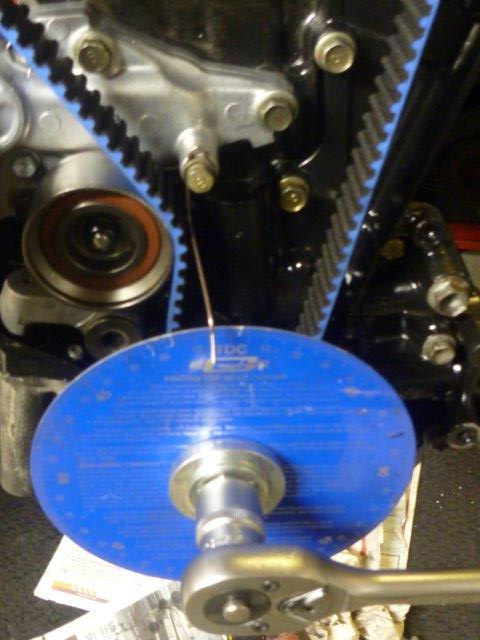
Nå skal jeg ” time ” kam akslingene etter produsentens opplysning / data.
Mekker en enkel sak for å holde orden på gradene på veiva :

Litt måle-ur og frem og tilbake med justering til ønsket løft på angitt grader :

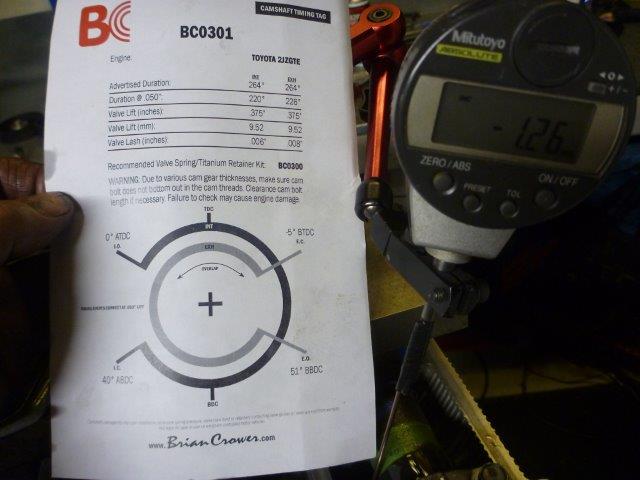
Når timing prosedyren er ferdig er vi så og si klar :


Da er siste rest unnagjort og her er det endelige resultatet :


Nå kan kunden hente sin nybygde motor og fortsette arbeidet med sitt spennende prosjekt 🙂
EBB takker for tilliten og ønsker lykke til !
Skulle du ha behov for noe arbeider med din motor ta gjerne kontakt for pris / levering.


 del på
del på