
Volvo 5 sylinder ( T5 ) veiv balansering.
EBB TECH har som spesialitet å balansere alt ifra helt STD motorer til fullt racing preparerte løpsmonstre.
Noen av de best anvendte kronene i ett motorbygg ligger nettopp i det å sørge for at motoren får optimale driftsforhold og da også klarer å levere optimal effekt.
En godt balansert motor frigjør mer effekt og gir bedre dynamikk i sin gange og sitt arbeide.
Balanseringsprosessen er dermed en av viktigste prosessene i hvilket som helst motorbygg.
Her om dagen dukket en ganske så vill Volvo entusiast opp med masse motor komponenter som han ville jeg skulle gjøre alt mulig med 🙂
Veivpartiet skal han herje opp mot 8000 + rpm så det vil han ha skikkelig balansert og selvfølgelig skal jeg ordne det for ham.


Veiven har vært brukt i adskillige mil på gaten før mens de andre komponentene er flotte nye oppgraderte deler fra øverste hylle 🙂
Nå er disse Volvo motorene som han driver med av type 5 sylindre og det gjør det litt mer krevende å balansere enn en vanlig rekke 4 sylinder motor.
Men det skal vi se på litt senere…
Jeg vasker alle komponentene først og så inspiserer og måler ut diverse ting.
Svinghjul , clutch , veiv , stempler og remhjul så greit ut mens rådene var det en liten problemstilling med :

Det finnes ingen klaring mellom selve rådenes sideflate i den lille enden og det er ett problem som jeg må ordne opp i.
Det gjør jeg ved hjelp av fresen så jeg monterer rådene opp i fresebordet :

Finner frem en egnet 4-skjærs fres og freser bort materiale slik at jeg får klaring mellom råde og stempel :


Etterpå blir det klaring nok :

Da er komponentene klare for selve balanserings prosessen.
En slik 5 sylinder motor , pga. designet med 5 sylindre , krever en helt spesiell balanserings teknikk hvor veiven må ha såkalte ” bob vekter ” påmontert for å få korrekt utmåling og korrigering.
Men la oss se hvordan selve utmålingen blir hvis vi ikke har våre motvekter påmontert .
Her har jeg montert veiven , utført kontrollmålinger på diverse med bl.a kast på veivens rammeopplagring :

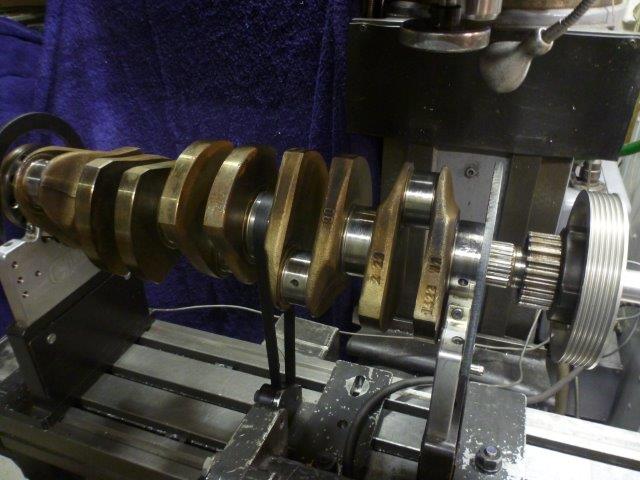
Spinner den opp , uten motvekter slik at vi kan få se hva som skjer da.
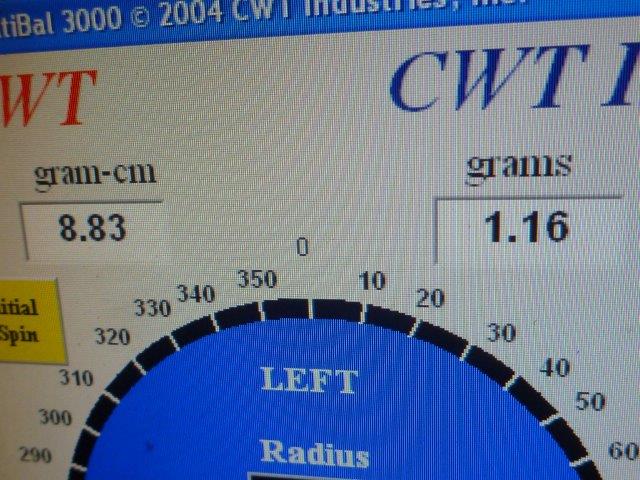
Her er resultatet vi får :
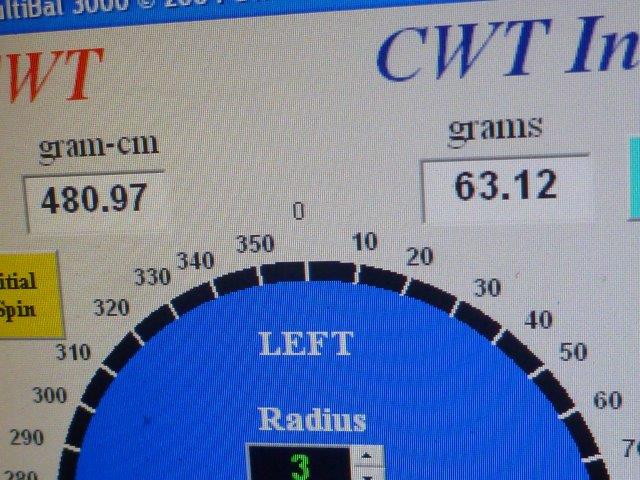
Over 60 gram feil ( ifht ønsket standard ) både i front og bak på veiven. Disse tallene viser at veiven ikke skal korrigeres med over 60 gram men at veiven , siden den er en 5 sylinder motor , MÅ få montert opp motvekter for å kunne avleses og korigeres.
Legg merke til at selve kvaliteten på balanseforholdet i motoren er oppgitt som : Gr – cm.
Se på hva det er ved utmåling UTEN motvekter : 480 gr-cm.
Det er himmelsk langt borte fra mitt krav om : 1,5 gr-cm for ett slikt gromt bygge !
Her er motvektene som skal monteres på hver rådetapp :

De til høyre har nettopp vært brukt på en v-8 motor så de har masse vekt på seg mens den til venstre er uten vekter på.
For å finne ut hvor mye disse motvektene skal veie må en del kalkulasjoner og oppveiing av deler utføres . Disse komponentene er involvert i dette arbeidet :

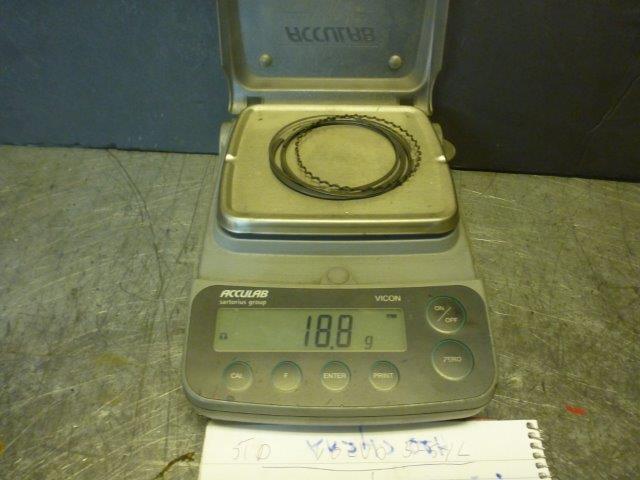
Jeg veier rådene både på totalvekt og fra ende til ende :


(Rådene er korrigert på vekt innenfor tiendels gram.)
Resten av komponentene veies også :



Lagerskålene blir også veid da de er med på regnestykket som til slutt skal utføres :
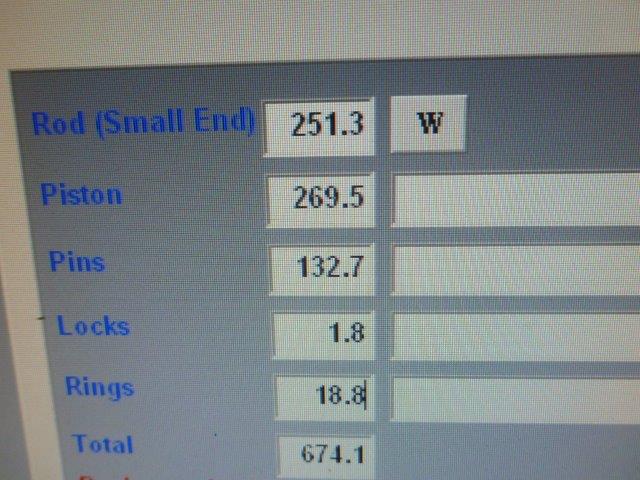
Da er vi endelig ferdige med all veiing og vekt korrigering på komponenter og kan begynne å sette opp vektene med forutbestemt vekt :


Vektene er nå satt opp med korrekt vekt og jeg monterer dem på veivakslingen som ligger i balanserings benken :


Da går jeg i gang med å få balansert ut selve veiven med fremre reimhjul så den spinnes en første gang , med motvekter på :

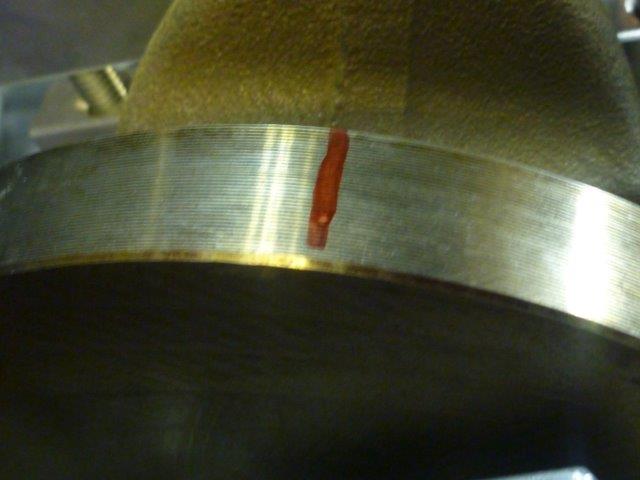
Leser av første utmåling som sa noe sånn ca 9 + gram bak og 11 foran som skulle korrigeres og det merkes av og bores ut på selve skinkene :



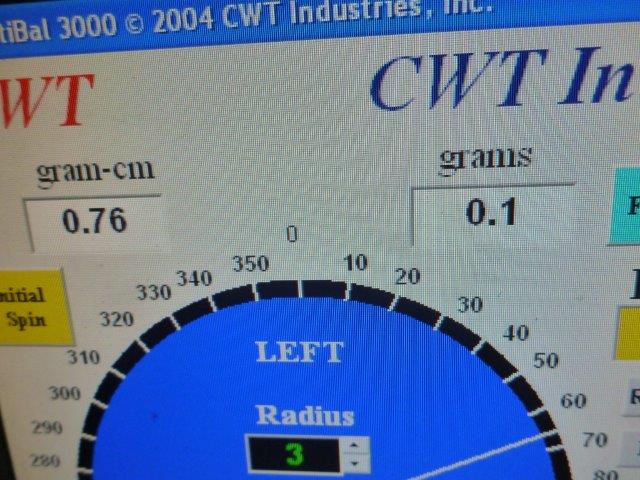
Etter første korrigering ser jeg at jeg begynner raskt å nærme meg målet som er : 1,5 gr-Cm :
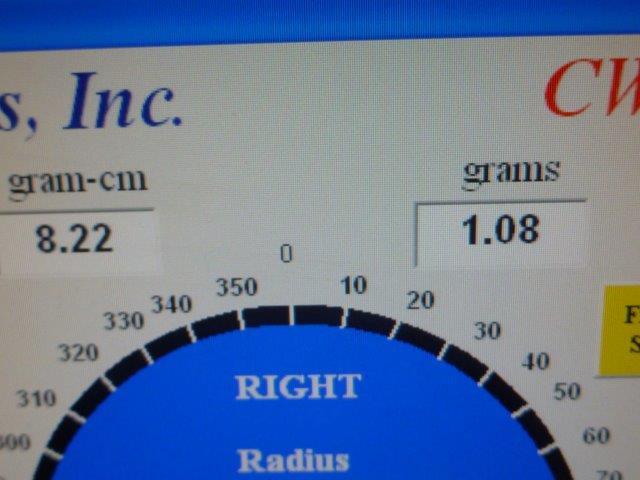
Gr-Cm er ennå for høyt ( ca 8 gr-cm ) og for å komme ned på vårt ønskede nivå må jeg ennå fjerne litt over ett gram på anvist plass på skinkene.
Borer mer ( maskinene sier hvor og hvor dypt med hvilken tykkelse bor )og spinner for ny kontroll :
Se der ja , maskinene ble fornøyd :
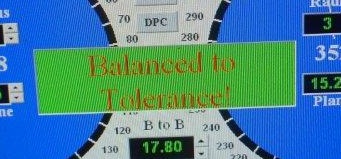
Jammen meg klarte jeg å få så god toleranse som nesten mulig med denne maskinen her :
Når er jeg til og med UNDER vårt krav til 1,5 Gr-Cm så da blir det bra 🙂
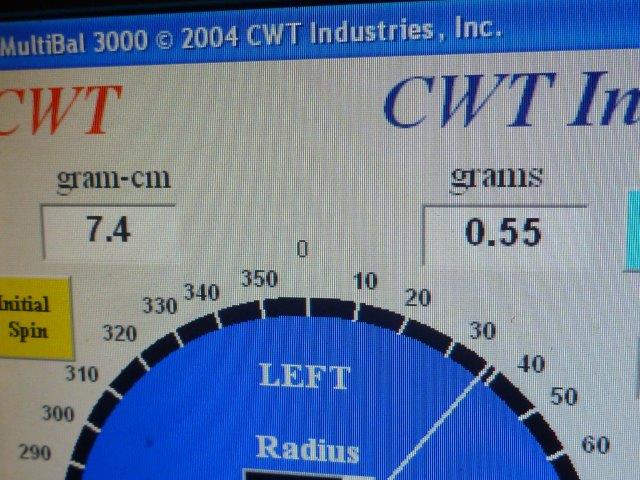
På med svinghjulet , for det skal nå justeres på den ferdig utbalanserte veiven :


Snurrer i gang og måler ut :

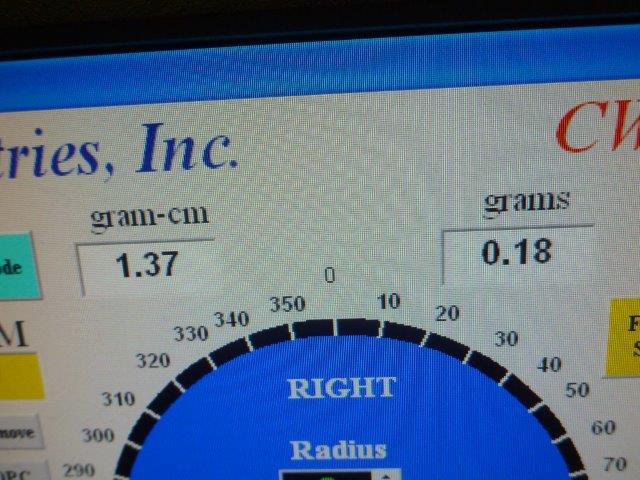
Får anvisning på sted jeg må korrigere vekt , borer ut og snurrer igjen :


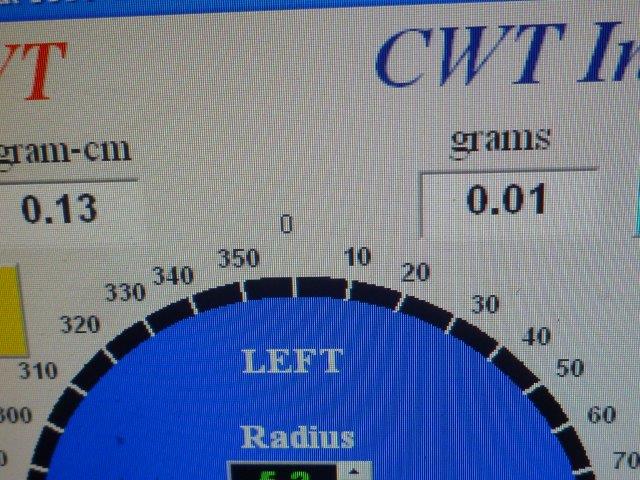
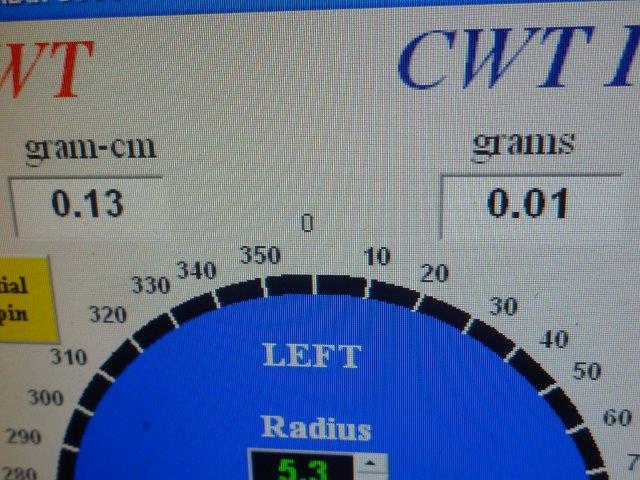
Etter 2 korrigeringer er jeg nede i 7,4 gr-cm og avslutter med 0.13 Gr-Cm som er rimelig race spec 🙂
Så er det trykkplaten sin tur :


Den skal også få skikkelig god kvalitet på balansefaktor så vi korrigerer med utboring :

Fulltreffer også på trykkplaten og jeg er meget fornøyd 🙂
Til sutt skal jeg NANO behandle og Micro- polere selve lager tappene og det blir jo bra sammenlignet med hvordan det så ut før :

Da er veivpartiet ferdig balansert til race-spec`s og kunden kan nå avhente klar til montering.

Vil du vite mer så les om balansering i hovedmenyen.
Skulle du ha behov for balansering arbeider på din motor ta gjerne kontakt for pristilbud / levering.


 del på
del på